Технологічні карти з капітального ремонту пристроїв контактної мережі електрифікованих залізниць
Технологічна карта № 5.8.
Заміна болтових з’єднань обводів та шлейфів алюмінієвих (сталеалюмінієвих) проводів термітним зварюванням
- Склад виконавців
| Виконавці | З ізольованої знімної вишки | Безпосередньо з опори або приставної драбини |
| Електромонтер 5 розряду | 1 | 1 |
| Електромонтер 4 розряду | 1 | 1 |
| Електромонтер 3 розряду | 3 | 1 |
- Умови виконання робіт
Робота виконується:
2.1. При розташуванні проводів, які зварюються, над коліями:
2.1.1. Зі зняттям напруги і заземленням з застосуванням знімної вишки; з використанням навісної драбини 3 м; з підійманням на висоту.
2.1.2. З перервою руху поїздів, у “вікно“ тривалістю не менше 1 год.
2.2.3. По наряду і наказу енергодиспетчера. При роботі на станційних коліях – за узгодженням з черговим по станції, на перегоні та головних коліях станції, а також на ділянках обладнаних диспетчерською централізацією – з поїзним диспетчером.
2.2. При розташуванні проводів, які зварюються, біля опор:
2.2.1. Зі зняттям напруги і заземленням; безпосередньо з опори або з застосуванням приставної драбини 7 – 9 м; з підійманням на висоту; без заняття колії.
2.2.2. По наряду і наказу енергодиспетчера.
3. Механізми, прилади, монтажні приладдя, інструмент, захисні засоби і сигнальні приладдя
Вишка ізолююча знімна або драбина приставна 7 – 9 м, шт ……. 1
Драбина навісна 3 м, шт ……. 1
Приладдя для термітного зварювання проводів, компл. ……. 1
“Вудка“ капронова, шт ……. 1
Щітка металева, шт ……. 1
Ключі гайкові, шт ……. 2
Викрутка, шт ……. 1
Ножівка по металу з запасним полотном, шт ……. 1
Напилок, шт ……. 1
Штанга заземлювальна, шт ……. 2
Рукавички діелектричні, пара ……. 1
Пояс запобіжний, шт ……. 3
Комбінезон брезентовий, шт ……. 1
Рукавиці брезентові, пара ……. 1
Захисні окуляри із синім склом, шт ……. 1
Молоток слюсарний, шт ……. 1
Гострозубці, шт ……. 1
Медична аптечка, компл ……. 1
Сигнальні приладдя, компл ……. 1
4. Норма часу на одне з’єднання, люд. год.
При роботі зі знімної вишки ……. 8,50
При роботі з драбини ……. 5,05
5. Підготовчі роботи і допуск до роботи
5.1. Напередодні робіт передати заявку енергодиспетчеру на виконання робіт з колії зі зняттям напруги і заземленням струмовідних частин у зоні робіт, із застосуванням ізолюючої знімної вишки, і надання “вікна“ у русі поїздів або зі зняттям напруги і заземленням струмовідних частин у зоні робіт безпосередньо з опори або з застосуванням приставної драбини 7 – 9 м.
5.2. Одержати наряд на виконання робіт і цільовий інструктаж від особи, яка його видала.
5.3. Перевірити приладдя і його комплектність; підібрати термітні патрони, які відповідають перерізу і марці проводів, що зварюються; алюмінієву фольгу, азбестове ущільнення, термітні сірники і мундштук для них, дріт для бандажу.
5.4. Зовнішнім оглядом перевірити якість патронів: білий наліт на термітній шашці та іржа на кокілі не допускаються; термітна маса повинна бути цілою.
Видалити напилком з внутрішньої поверхні кокілю вусінь. Видалити (або порушити) напилком або викруткою плівку окису на поверхні алюмінієвого вкладишу.
5.5. Підібрати монтажні приладдя, захисні засоби, сигнальні приладдя та інструмент, перевірити їх справність і терміни випробувань. Завантажити їх, а також підібрані матеріали і деталі на транспортний засіб, організувати доставку разом з бригадою до місця роботи.
5.6. Одержати наказ енергодиспетчера з зазначенням про зняття напруги і заземлення струмовідних частин в зоні роботи, закриття колії для руху поїздів, часу початку і закінчення робіт (“вікна“). При роботі зі знімної вишки на станційних коліях погодити її виконання з черговим по станції, оформивши запис у “Журналі огляду колій, стрілочних переводів, пристроїв СЦБ, зв’язку і контактної мережі“ ф. ДУ-46, а на ділянках обладнаних диспетчерською централізацією – з поїзним диспетчером.
5.7. Після прибуття на місце роботи провести цільовий інструктаж з охорони праці всім членам бригади з розписом кожного в наряді. Чітко розподілити обов’язки між виконавцями.
5.8. Заземлити проводи та устаткування, з яких знята напруга, переносними заземлювальними штангами по обидва боки від місця роботи відповідно до наряду.
5.9. Перевірити зовнішнім оглядом технічну справність знімної вишки.
5.10. Здійснити допуск бригади до виконання робіт.
6. Схема послідовного технологічного процесу
6.1. Підготовка кінців проводів
6.1.1. Піднятися до місця заміни болтового з’єднання термітним зварюванням по знімній ізолюючій вишці або по приставній драбині, або безпосередньо по опорі.
6.1.2. Розібрати з’єднання, знявши з проводів з’єднувальні затискачі (деталь КС-064).
6.1.3. Очистити кінці проводів сталевою щіткою від забруднення, змити змащення бензином і просушити.
6.1.4. Накласти на кінець проводу два бандажі з гнучкого дроту на відстані 15 – 20 мм друг від друга. Розрізати провід між бандажами ножівкою перпендикулярно осі проводу. Видалити вусінь на торці проводу напилком.
6.1.5. Так само підготувати другий кінець проводу, що зварюється.
6.2. Закріплення проводів у пристосуванні для зварювання
6.2.1. Встановити приладдя (рис. 5.4.а) у горизонтальне положення і закріпити його за допомогою поворотної струбцини (9) до огородження робочої площадки, фідерного кронштейну або будь-якої іншої конструкції.
6.2.2. Відкинути захисний кожух (2), завести кінці проводів (4) у кокіль (3) з обох його сторін до упору у вкладиш (10).
Тип патрону повинен відповідати марці проводів, які з’єднуються. Допускається застосовувати патрони більшого розміру за умови ущільнення кокілю патрона алюмінієвою фольгою.
Термітний патрон у захисному кожусі приладдя слід розміщати розрізом доверху.
Поверхні алюмінієвого вкладиша, які стикаються з кінцями проводів, необхідно зачистити напилком або викруткою від плівки окису (або порушити її).
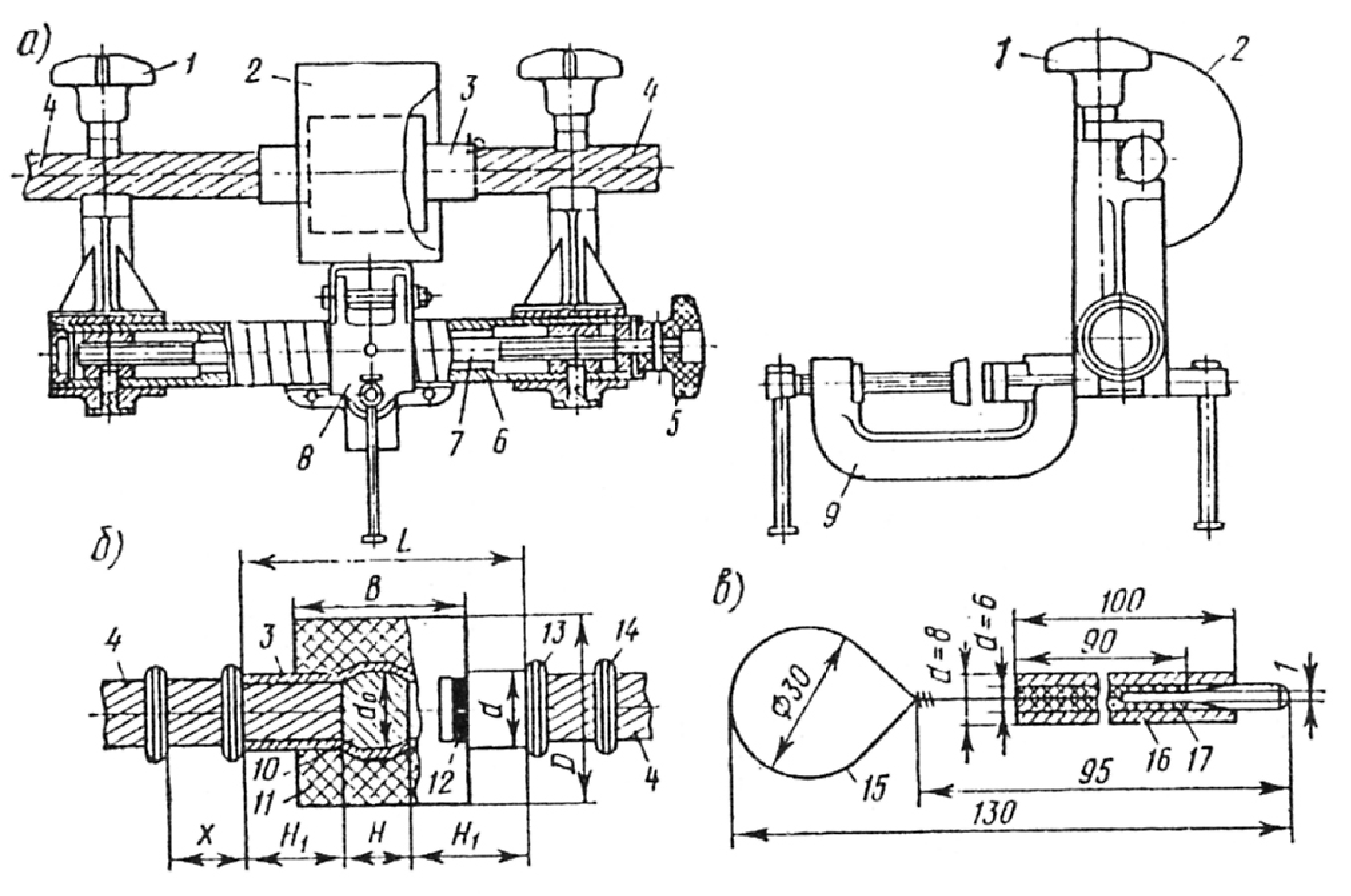
Рис. 5.4. Приладдя для термітного зварювання проводів типу ПТСП (а), термітний патрон для алюмінієвих і сталеалюмінієвих проводів у положенні його на проводах перед зварюванням (б); мундштук для термітного сірника (в):
1 – кронштейн рухомий; 2 – кожух захисний; 3 – кокіль; 4 – провід; 5 – кнопка поворотна двоходового гвинта; 6 – трубка направляюча; 7 – гвинт двоходовий з правим і лівим різьбленням; 8 – кронштейн нерухомий; 9 – струбцина поворотна; 10 – вкладиш; 11 – шашка термітна; 12 – етикетка; 13 – ущільнення азбестове; 14 – бандаж обмежувальний; 15 – виштовхувач сірника (сталевий дріт діаметром 1 мм); 16 – трубка металева; 17 – трубка гумова
6.2.3. Закріпити провід (4) у затискачах рухомих кронштейнів (1).
6.2.4. Накласти на провід у кінця кокілю (3) три-п’ять витків тонкого шнурового азбесту (13), щоб попередити витікання при зварюванні розплавленого металу (рис. 5.4.б).
6.2.5. Встановити на відстані X (див. таблицю 5.2) по обидві сторони від кокілю (3) дротові бандажі (14), які призначені для обмеження однобічної подачі проводів у зону зварювання.
6.2.6. Вкласти термітний сірник у мундштук (рис. 5.4.в), запалити сірником термітну шашку патрону з боку менш щільної маси, де наклеєна етикетка (12).
6.2.7. Закрити захисний кожух (2).
6.2.8. Видалити сірник із трубки мундштука виштовхувачем (15).
Зварювання робити в брезентовому комбінезоні, рукавицях і захисних окулярах з синім склом. Обличчя зварника повинне знаходитися не ближче 0,5 м від проводів, які зварюються. Сірники, які не згоріли, відкидати на заздалегідь намічену земляну площадку, на якій немає пальних матеріалів. Членам бригади забороняється знаходитися під проводами, які зварюються.
Т а б л и ц я 5.2
|
Термітні патрони |
Проводи, які зварюються |
||||||||
|
Тип |
Розміри, мм (рис. 5.4.6) |
Марка |
Монтажні розміри, мм (рис. 5.4.6) |
||||||
|
Кокіль |
Вкладиш |
Термітна шашка |
|||||||
|
L |
d |
Н |
d0 |
В |
Д |
Н| |
X |
||
|
ПАС-50 |
60 |
10,2 |
14 |
16 |
28 |
35 |
А-50; АС-35/6.2; АС-50/8.0 |
23 |
12 |
|
ПАС-70 |
65 |
12,5 |
14 |
19 |
29 |
38 |
А-70; А-95; АС-70/1 1 |
25,5 |
12 |
|
ПАС-95 |
65 |
14,8 |
17 |
22 |
35 |
43 |
А-120; АС-95/16 |
24 |
13 |
|
ПАС-Ш |
65 |
16,2 |
17 |
23 |
35 |
43 |
А- 150; АС- 120/1 9 |
24 |
13 |
|
ПАС- 150 |
80 |
18,2 |
18 |
26 |
50 |
43 |
А-185; АС-150/19 |
31 |
14 |
6.2.9. Відкрити після повного згоряння термітної маси захисний кожух (2) і осадити проводи, повернувши кнопку (5) проти годинникової стрілки. В процесі осадження стежити за рівномірністю переміщення кронштейнів (1) по направляючій трубці (6) по положенню обмежувальних бандажів (14). При нерівномірному переміщенні проводів в зону зварювання необхідно прискорити пересування одного з кронштейнів (1) натисканням руки.
Осадження проводів починати через 1 – 2 хв. після запалювання патрона, коли шашка, остигаючи, придбає темно-червоний колір. Величина осадження повинна бути не менше розміру Н (див. табл. 5.2).
Доторкатися до гарячого патрона забороняється.
6.3. Завершення робіт і перевірка якості зварного з’єднання
6.3.1. Видалити шлак від згоряння термітної маси ударами молотка, дати охолонути кокілю і зняти його, використовуючи викрутку або гострозубці. Остигання шлаку визначають по потемнінню термітної маси. Збивати шлак потрібно в напрямку від себе.
6.3.2. Перевірити якість зварного з’єднання зовнішнім оглядом. Якість вважається задовільною, якщо відсутній перепал дротів зовнішнього повиву, при перегинанні проводу окремі його дроти не виламуються, а глибина усадочної раковини в місці зварювання не перевищує однієї третини діаметра цільного проводу. При неякісному зварному стику вирізати стик і кінці проводів зварити знову.
6.3.4. Нанести на виконане зварне з’єднання захисне покриття (змащення ЗЕС).
7. Закінчення робіт
7.1. Зібрати матеріали, монтажні приладдя, інструмент, захисні засоби і завантажити їх на транспортний засіб.
7.2. Забрати знімну вишку з колії, встановити її з польової сторони опори і замкнути струбциною на замок. При роботі з приставної драбини від’єднати її від опори і опустити на землю.
7.3. Зняти заземлювальні штанги.
7.4. Дати повідомлення енергодиспетчеру про закінчення робіт. При роботі на станції зі знімної вишки оформити запис у “Журналі огляду колій, стрілочних переводів, пристроїв СЦБ, зв’язку і контактної мережі“ ф. ДУ-46.
7.5. Повернутися на виробничу базу ЕЧК.